
近年来,在印染行业有一个热点日渐受到人们的关注,这就是新兴的数码印花工艺。伴随着市场上数码印花订单的快速增加及数码印花工艺的日臻完善,每一个有前瞻眼光的领导者,都在关注这项新兴技术给传统印花行业带来的挑战与机遇。尽管作为新生事物的数码印花在发展过程中还存在这样或那样的问题,但作为未来印花工艺发展的趋势,数码印花已得到了业界的广泛认同。作为有幸较早接触数码印花的从业者,现将自己近年来在工作中接触收集到与数码印花有关的信息结合自己的一些个人理解汇集成此文,希望能给关注数码印花的业界朋友们一些有益的帮助。
1.数码印花的概念及发展历程
我们今天谈及的纺织品数码印花,通常指数码喷墨印花,其基本的工作原理与喷墨打印机相似,即通过各种数字化手段,如扫描仪、数码相机等将印花图案输入到计算机,经专业的图像软件及分色软件编辑处理后,由计算机控制喷头直接把染液喷射到经过特殊前处理的纺织品面料上,获得高精度的图案,再经相应后道处理后,成为成品印花面料。
喷墨打印技术成熟于20世纪六七十年代,并最先在办公,印刷等领域得到应用。20世纪九十年代,伴随着计算机技术的迅猛发展,喷墨打印技术得到更加广泛的应用,并很快被移植到广告及纺织品印花领域。 1987年国际纺机展(ITMA)上,奥地利Zimmer 公司展出了世界上第一台用于地毯印花的数码喷墨印花机,这被认为是数码印花机在纺织行业最早的应用。因为脱胎于喷绘写真行业,所以今天很多生产喷墨印花机的厂家其实是由喷绘机生产商转变而来,如市场常见的MIMAKI,OLAND ,MUTOH等品牌。
本世纪初,随着数码印花市场日趋成熟,欧美日等传统印花机生产商开始重视专业纺织品数码印花机的研发,并陆续推出了第一代适用于工业化生产的高速数码印花机,像美国Dupont杜邦公司的Artistri,荷兰Stroke公司的Amethyst,意大利Reggiani美佳尼的Dream,日本ICHINOSE东伸的2020等机型,均是专门为纺织品印花而设计制造的机型,这些专业的纺织品数码印花机无论在性能和速度上已经完全超越了由广告喷绘机改装的小型印花机。

数码印花工艺在中国的发展时间有超过20年历史,上世纪90年代,陆续有行业人士对数码印花工艺及设备进行研发。2000年,杭州宏华(ATEXCO)数码科技股份有限公司推出了中国第一台数码印花机,成为中国纺织品数码印花发展的里程碑。在国家政策的积极扶持下,宏华数码得到了快速的发展,为推动中国数码印花行业的发展做出了巨大贡献。2007年该公司推出了新一代Vega3/6系列高速数码印花机,可使用4~8色墨水,理论速度最高可达400平米/小时。
但我们也应看到,我国的数码印花产业长期处于无序竞争、低水平徘徊的境况,由写真喷绘机改制的低速数码印花机价格低廉,生产工艺简单,产品利润丰厚。在2005年前后,曾有一波投资数码印花的高潮,许多不具备专业纺织品印花经验的企业、个人投资购买此类低速机,即进行纺织品数码印花生产。由于品质良莠不齐,市场价格也十分混乱,导致数码印花一度在业界造成工艺质量不稳定,设备贬值快,投资风险高的错误印象。据统计,截至2010年,中国大陆地区的数码印花产量约5000万平米/年,数码印花产量占总印花产量(150亿平米/年)的比例不到1%。设备约800余台,主要多为由写真喷绘机改进而来的低速印花机,此类设备多采用写真级喷头,墨水多以4色为主。速度20~50平米/小时。
近两年,随着国家产业政策的指导及市场上对高品质数码印花纺织品的需求不断增加,代表国际先进水平的高速数码印花机在大陆地区有了快速的推广。如意大利Reggiani(美佳)公司的产业化高速数码印花机ReNOIR,意大利MS公司的JPK系列,及奥地利Zimmer公司的COLARIS等机型。此类进口主流高速数码印花机速度都可达到400平米/小时以上,普遍采用8色墨水,正常打印清晰度在300~800dpi左右,喷头多采用日本Kyocera(京瓷),Seiko(精工),EPSON等第3代工业级喷头。此类高端机型代表着当今全球数码印花机的最高水平,也使我国数码印花装备水平有了长足的进步。
2.数码印花目前的市场状况
作为高耗能、高污染的夕阳产业,传统印染行业在欧美市场已快速转向数码印花工艺,落后的印染产能被大量转移到亚太,南美等发展中国家。但数码印花工艺的出现,给欧美的印染企业带来了巨大的转机。起初,数码印花作为一种打样及小批量生产的手段,在欧美一些专注于精品生产的印染企业得以推广。随着工艺设备的不断成熟及成本的逐渐下降,数码印花工艺已作为大规模生产的成熟技术在欧美市场得到广泛应用。据了解目前欧洲印染企业已停止新增传统印染加工能力,其中平网生产线因操作复杂,生产速度慢,已基本淘汰,其市场份额基本由数码印花替代。圆网印花因速度较快,成本较低,还有部分企业维持运行,但随着高速数码印花设备的推陈出新,传统印花的市场份额会被不断压缩。现今欧美地区新增加的印花产能几乎全部为数码印花。
有资料显示,2012年全球印花行业产量约300亿平米/年,年产值约1650亿美金,年均增长率约1~2%。而根据最新的Smithers Pira研究报告《数码印花2017年展望》介绍,数码印花从2009年到2012年,每年以23%的速度增长,且未来有加速发展的趋势。预计到2015年,数码印花面料总产量将达25~30亿平米/年,其中数码印花发展最快的欧洲,2013年的数码印花产量已占到全年总印花产量的40%。全球数码印花的市场概况参见图1,其中欧美占有比率最高,对比传统印花的全球分布情况图2,我们可以很清楚的看到,作为传统印染行业最集中的亚洲地区(中国,印度,东南亚),在数码印花发展上却远远落后于欧美国家。例如欧洲最大的印花企业之一德国KBC公司,上世纪80年代曾到中国开设合资企业,因经营不佳后返回欧洲,近年来借助数码印花技术重新崛起,目前该公司拥有20余台高速数码印花机,数码印花加工能力在欧洲首屈一指。西班牙印花巨头Athenea公司成立于1976年,起初作为一家名不见经传的小型印花企业,面对欧洲大型印染企业的技术壁垒及亚洲企业的低价竞争,该公司只能在市场夹缝中苦苦支撑。5年前该公司向数码印花转型。利用美佳公司(Reggiani)的ReNOIR 3.4米宽幅数码印花机的灵活性及快速反应能力,结合自身优秀的设计理念,Athenea不仅在原来具有优势的家纺市场不断创新并取得巨大成功,同时也在快速变化的服装面料市场获益良多。目前该公司的数码印花能力已超过300万米/年。
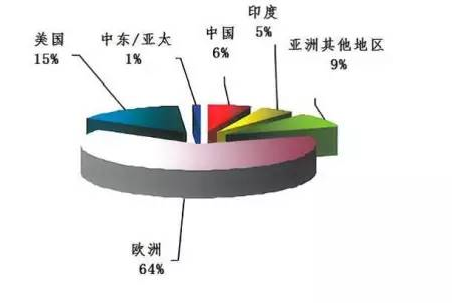
图1 全球数码印花的市场概况
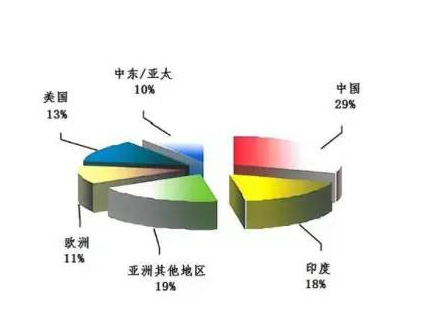
图2 传统印花的全球分布情况
3.数码印花与传统印花的对比优势
中国作为一个纺织品生产大国,其传统印花行业(圆网,平网)有着悠久的历史,也经历了曾经的辉煌。但作为一个高耗能,高污染,工作环境恶劣,边际附加值低的传统夕阳产业,传统印染工艺已无法满足当今市场快速变化的要求,也无法适应国家越来越严苛的环保政策。因此以数码印花为代表的新技术、新工艺将成为传统印染企业升级转型的不二选择。
1.传统印花工艺采用的专色印花技术,需要根据印花图案进行分色、调色、制版,打样等工序。考虑到成本及设备的技术水平等因素,网版精度及数量(套色数)是有一定限制的,基于现有的工艺水平,套色数及印花精度已无法大幅度提高。目前较为先进的平网及圆网印花机套色数可达16~20套色,网版精细度一般在250~300dpi。而且在进行多套色印花时,工艺要求严格,对设备及人员的操作水平要求也很高。相比传统印花的复杂流程,数码印花工艺就简便许多。只需将印花图案在电脑中编辑完成,经分色软件处理后,就可输入数码印花机进行打印。数码印花工艺流程参见图3。数码印花采用CMYK四分色拼色原理,所有颜色均由4个基准色拼叠形成,对印花图案的颜色完全没有限制,理论上可拼出1670万种色彩。同时印花的清晰度也大幅度提高,最高可实现2400dpi 的清晰度,达到照片级的印花效果。采用数码印花可轻松实现各种色彩的浓淡过渡效果(云纹)及明暗变化,这些在传统印花机上是很难做到的。数码印花灵活快速、图案细腻、色彩绚丽等特点给现代服装设计师带来了巨大便利,他们可以利用现代科技的各种手段及素材,给印花图案设计带来无限的可能。近年来,众多设计师喜欢将数码印花作为主要元素应用到时装设计当中,颠覆了印花面料仅能作为点缀装饰的传统理念。

图3 数码印花工艺流程
2. 20世纪80年代以来,纺织品印花的市场发生了很大的变化。市场希望印花企业能够满足“快速反应,周期短;弹性生产,灵活多变;高品质,色彩丰富;低成本;生态环保”等要求。传统印花因制版,对小样等原因,制作小样时间通常需要2周左右时间。在生产繁忙季节,企业根本无法满足客户快速试样的要求。考虑到成本因素,对于小批量,多花色的时装订单,很多工厂更是有心无力。而数码印花工艺恰恰契合了当今市场快速变化的要求。无需制版,按照客户的要求,可实现1米起印。正常情况下,采用数码印花工艺,企业1~2天内就可交单。大大缩短了生产周期。参看图4.
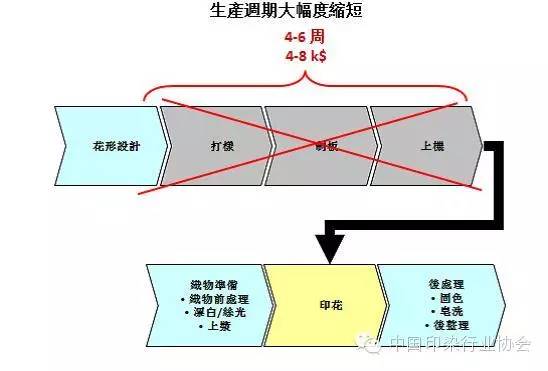
图4
3. 传统印花在带给人们美感的同时,也带来了严重的环境污染。据相关部门统计,我国印染废水每天排放量为300~400万立方米,占我国总工业废水排放量的35%。生产万米布能耗指标是国外先进水平的3倍,用水量是国外水平的2倍,污水水质超出Ⅲ类水质标准3~8倍。传统印染行业已成为国家节能减排的重点受控对象,其产生的环境污染问题已经严重制约了该行业的可持续性发展。以我国印染行业集中地绍兴地区为例,该地区集中了大大小小印染企业400多家。尽管传统印染行业对绍兴地区的经济发展做出了巨大贡献,但时至今日,当地的环境已无力支撑传统印染行业的大规模运行。当地政府对针对印染企业出台了严苛的减产整改政策,强制企业每年按20%比例减少废水废液排放,采取将部分印染企业迁移到专业工业区,对废水废气集中处理等措施。尽管如此,当地印染企业面对高昂的能源费用及环保成本,深刻感受到传统印染行业已陷入困境,进行升级换代是必由之路。而发展经济附加值高,污染低的数码印花工艺已成为业界的共识。
传统印花大约有30%的染料不能与纤维结合,在水洗时被洗去而产生大量有色污水,而数码喷墨印花因墨水色素粒度细,墨水色浓度高,因而得色率高。同样深度的花型,数码印花染料用量只有传统印花的40%,而且只有5%的浮色在后道处理时被洗去。产生的污水量仅为传统印花工艺的1/15~1/25.综合能耗仅相当于传统印花的1/3~1/4。数码印花节能环保的优点解决了印染行业困扰已久的难题,我国政府已将新型数码印花列为国家863计划的重点项目,并在产业政策上给予积极扶持!
4.目前市场上几种常见的数码印花工艺
根据所使用的染料介质和采用的工艺路线,目前市场上主流纺织品数码印花主要分为以下3大类。
(1). 分散升华染料数码转移印花。
伴随着升华染料的使用及喷墨写真机的成熟,最早在纺织品上进行批量数码印花的是数码转移纸印花。该工艺采用数码喷绘机将分散升华染料打印在专用的转移印花纸上,形成图案;再通过热压工序将转移印花纸与纺织面料进行热压转移,染料以气态方式转印到纺织面料上。因印花图案首先喷印在光洁的纸张上,所以相对于具有纹理的纺织面料,该工艺具有色彩艳丽,图案锐丽的特点,且印花完成后无需蒸化,水洗等工序, 工艺简捷环保,目前在市场上所占份额较大。该工艺缺点是目前仅有分散升华型染料比较成熟,所以只能用于涤纶纤维面料。同时因染料是以气态升华转印到面料上,因而印花渗透效果差,手感比较干涩。另外,高质量的转移印花纸的价格不菲,以上几点因素限制了该工艺的进一步发展的空间。
(2). 颜料数码直喷印花。
颜料(涂料)墨水可分为水性颜料墨水,溶剂型颜料墨水和UV光固化颜料墨水三种。该工艺首先需对纺织面料上进行预处理,涂覆粘接剂,然后采用数码印花机将墨水直接喷印在面料上,经加热烘干后形成成品。 此工艺具有纤维适应面广、工艺流程短的特点,几乎所有的纤维面料,甚至薄膜等材质上,均可以适用。因无需蒸化水洗,工艺非常环保,颜料墨水的特点是耐UV性(日晒色牢度)非常好,但因颜料是通过粘结剂与纤维以物理方式粘结在一起,所以摩擦及水洗等牢度指标较差且手感偏硬。另因色素是以微小颗粒悬浮在墨水中,所以颜料墨水的稳定性较差且容易堵塞喷头。该工艺目前在家纺,成衣印花领域应用较多,目前市场上有以色列的Kornit 公司及日本Brother公司推出了几款使用水性颜料的数码喷墨印花机,主要用于T恤衫等成衣印花领域。
(3). 染料墨水数码直喷印花
所谓染料墨水是由水溶性或溶剂性的活性,分散,酸性染料调配而成,染料能够完全溶解于水或溶剂中,过滤后的染料墨水不含颗粒性成分,故不容易造成喷头的堵塞。染料墨水的最大特点是色域非常广,色彩艳丽。且染料成分及发色机理与传统印花最接近,所以印花效果(渗透,手感,色牢度等)与传统印花最为接近,该工艺面料适用面广,棉、毛、丝、麻、涤纶、锦纶等纤维面料均可使用相应染料墨水进行印花。目前该工艺已成为数码印花的主流发展方向。本文也将结合该工艺进行详细介绍。以上3种工艺在数码印花市场所占份额参见(图5)。
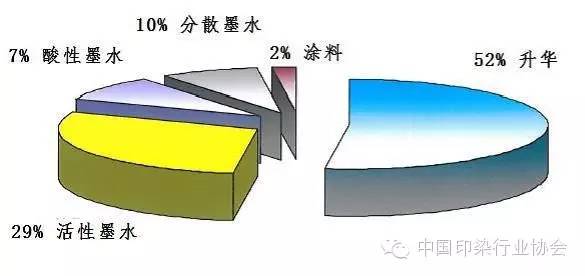
图5



 沪公网安备 31011702001106号
沪公网安备 31011702001106号